Escalator Sensor And Switch,Main Engine Gearbox Damping Tape,Coupling Rubber Sleeve,Xinda Escalator Two Thicknesses Suzhou FUJI Precision Elevator Co.,Ltd , https://www.profuji.com
Design and manufacture of wire cutting tooling
Figure 1 shows a hydraulic flow control valve. The valve core is made of 40Cr steel, and all other machining processes have already been completed. This particular process involves using a wire-cutting machine to create triangular oil-saving holes in the valve core. The annual production volume for this component is 3,000 pieces.
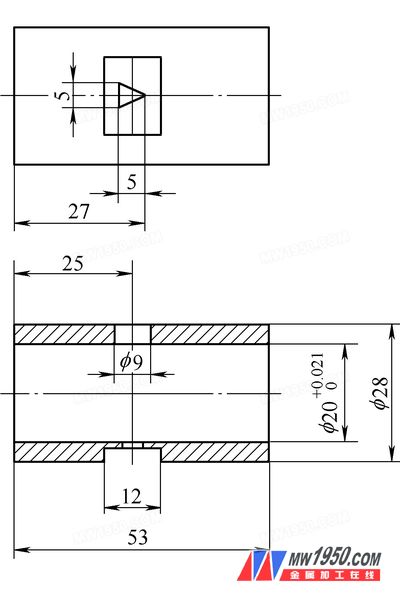
**Figure 1**
Previously, the processing method involved working on one piece at a time. Each cutting operation took about 1 to 2 minutes, and the auxiliary tasks such as threading and unthreading took approximately the same amount of time. As a result, the overall machine tool efficiency was relatively low. Traditional practices often allowed operators to manage multiple wire-cutting machines simultaneously. However, operating each machine individually required more manpower and increased the chances of operational errors. Frequent repetitive actions also led to inconsistent tension in the molybdenum wire and greater positioning errors in the workpieces, which could lead to waste.
After analyzing the product structure and production requirements, a new tooling design (as shown in Figure 2) was developed. This tooling allows multiple workpieces to be processed in a single setup, depending on the height of the wire frame and the number of clamping fixtures. This approach not only meets quality standards but also significantly improves labor efficiency.
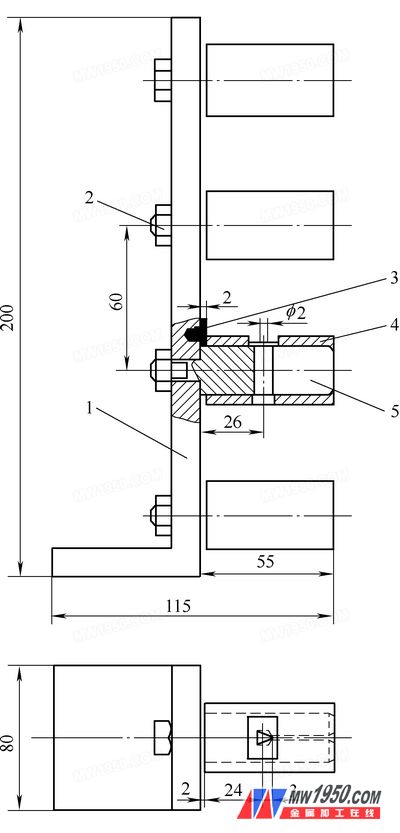
**Tooling Structure**
Multiple mandrels are mounted on the base through positioning holes and secured with nuts. The valve body to be machined is placed over the mandrel in a clearance fit. The left end of the valve body is attracted by a magnet fixed on the side of the base, ensuring it remains tightly attached to the surface of the magnet.
**Operation Steps**
1. Before processing, the tooling is fixed on the cross frame of the worktable using flat-nose pliers. The right plane and front side of the tooling base are aligned, and the molybdenum wire is adjusted so that it "touches the edge" or aligns with a square ruler mounted on the frame. The wire is then removed, passed through the mandrel’s process hole, and wound onto the storage tube. It is positioned at the center of the hole.
2. During machining, the workpiece (spool) is placed on the mandrel, and its left end is attracted to the magnet on the tool holder. The molybdenum wire passes through the threading hole, goes around the guide wheel, and is tensioned and fixed. The position of the workpiece relative to the wire is adjusted visually—rotating the workpiece to center the wire in the threading hole and adjusting the axial position using the table. A vernier caliper is used to measure the distance between the wire and the positioning end face, ensuring the triangle cut matches the pattern. Once confirmed, the automatic cutting program is started, using tracking methods. After the first inspection, the table is adjusted for fine-tuning the axial position of the triangle.
**Cutting Force Analysis**
The weight of the spool is supported by the mandrel. During cutting, the main force comes from the impact of the cutting fluid, which is mostly carried by the mandrel along with the gravitational force. The axial component of the impact force is absorbed by the magnet. Testing has shown that the magnet provides sufficient holding force to secure the spool axially. Magnetic clamping offers the advantage of fixing the workpiece while allowing easy adjustment of its circumferential position without releasing the clamping force.
**Degrees of Freedom Analysis**
This tooling restricts the workpiece to five degrees of freedom: the long mandrel limits four, and the base surface limits one. The workpiece lacks circumferential positioning, meaning the rotational degree of freedom is not fully constrained. However, visual observation allows the operator to twist the workpiece so that the molybdenum wire is centered in the threading hole.
**Handling Precautions**
The base must be machined precisely—its fixing holes should be perpendicular to the right end surface and equidistant from the front surface of the tooling. The mandrel must be machined so that the 20mm outer diameter fits freely with the valve core hole, and its left end surface must be perpendicular to the axis of the outer cylinder. These steps ensure that the spindle axes are aligned correctly with the molybdenum wire. If the mandrel is installed incorrectly, the process hole may not be parallel to the base height, causing interference and potentially cutting the molybdenum wire.
In practice, a completely positioned system was considered, using a 12mm wide groove to limit the valve core's rotation. However, due to the positional accuracy of the threading hole from previous processes, the molybdenum wire couldn’t pass straight through, increasing the risk of cutting the workpiece. Therefore, an incomplete positioning system was adopted instead.
Given the small size of the threading hole (only 2mm), threading the wire on the table was challenging, especially when handling multiple pieces. To simplify the process, the mandrel was modified. A groove was cut on the right side of the mandrel’s process hole, allowing the workpiece to be threaded outside the tooling first. Then, the sleeve and molybdenum wire were inserted into the tooling, with the wire passing through the groove.
Regular cleaning of chips is essential, especially around the magnets, to prevent chip accumulation that could affect positioning accuracy. Improving accuracy can be achieved by enhancing the machining precision of the parts and the assembly accuracy of the tooling. Proper initial inspection and adjustment of positioning accuracy are crucial to avoid batch wastage.
**Conclusion**
After several years of practical use and continuous improvements, the tooling has proven to be reliable and efficient. It ensures high-quality machining, significantly increases machine tool and labor efficiency, and can be adapted for batch processing of similar components.