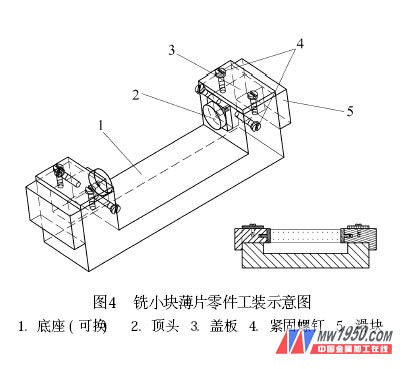
The bottom block is the reference of the tooling, and the verticality of each surface is required to be less than 0.02 mm, so as to ensure that the positioning accuracy is not affected when the faces are reversed; the size of the bevel is the same as that of the beam parts, and the tolerance of the beam is determined by the tolerance of the angle of the beam. 2 times, considering the positioning error, it can ensure that the machining angle size meets the requirements. The base part is the core of the clamp, and is connected to the bottom block by the base mandrel, the positioning pin and the fastening screw. The base mandrel can realize the 180° rotation of the center of symmetry on the bottom block, and the position precision is ensured by the positioning pin. . By changing the position of the hole of the three mounting holes, the two beam structure parts are respectively corresponding. The tooling for processing such parts is as follows, see Figure 4. Previous page next page 5 Person Hot Tub 5 Person Hot Tub,outdoor whirlpool spa,out door jacuzzi,modern outdoor jacuzzi,hot tub waterfall Guangzhou Aijingsi Sanitary Products Co.,Ltd , https://www.hottubdesign.com
The beam part is assembled through three mounting holes, and the clamping mandrel is integrated with the base part and the screw is fastened. When milling, the vise is used to clamp the bottom block horizontally, the side angle of the milling part and the mounting table are drilled, and the bottom hole of the screw hole is drilled; then the screw and the positioning pin are loosened, the base part is rotated by 180°, and the other side is processed. . As for the screw hole on the end surface of the mounting table, the bottom block part can be longitudinally clamped in the next step to realize the positioning process.
Using the tooling, the milling process of the beam parts can be simplified to two steps, and the two parts can be interchanged, which greatly reduces the labor intensity and improves the production efficiency by nearly 4 times. Moreover, since the positioning method is simple and reliable, and the precision is high, the processing quality of the parts is well ensured, and plays a key role in the production of the product.
2. Tooling design of small piece parts
There are several small piece parts of the same size in a high frequency combination of a product, as shown in Figure 3. The parts are made of FRP, aluminum foil, copper foil, etc., which are different. The difficulty of processing lies in the high conformity requirements of the shape and the gap size accuracy, and the small size of the parts. Because the material processing characteristics are not the same as the schematic diagram of the small piece parts, it is necessary to ensure the processing of different parts and materials by group tooling. effectiveness. 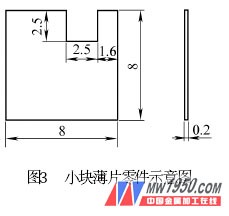
The principle of the tooling is to hold a stack of sheet metal parts by a replaceable plug mounted on the slider, and different stack thicknesses can be determined according to the processing characteristics of different materials. On the milling machine, the two ends of the slider are clamped by a vise, then the base part is selected according to the thickness dimension, and the pressure plate and the fastening screw are integrated into one body, and the bottom part of the base part is used as a reference for clamping, and the end mill can be used to process the part. The size of the two sides and the gap, then 90° sideways, based on the side of the base part, the same size of the other side of the end mill to ensure the size requirements of the part. The front end of the head part is machined to the size of the sheet part to prevent damage to the slider part during processing and to provide a measurement basis for the size of the processing slit.